
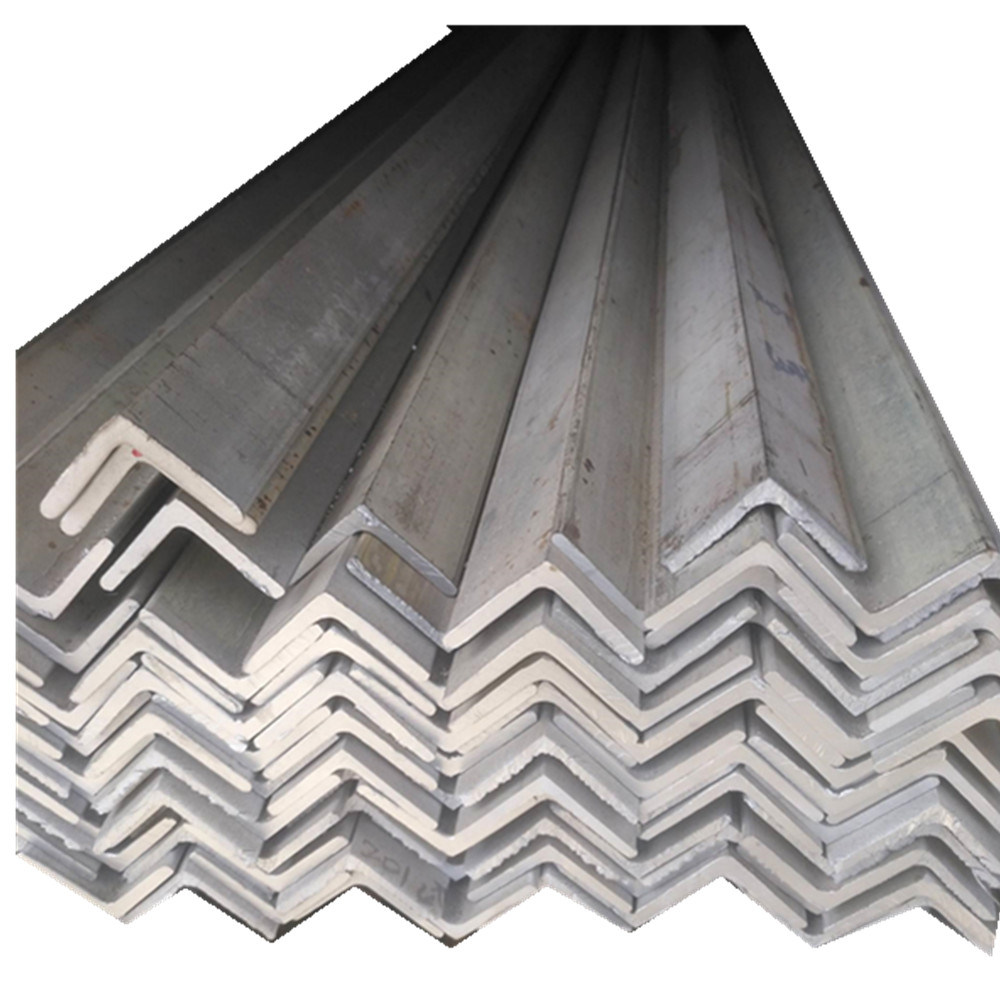
Angle bar, also known as L-bracket or angle Iron, is a 90° metal bracket that is often used in roof trusses. On support beams and structural platforms, Angle bars can also provide reliable stability and corrosion resistance.

Photo Courtesy: Wikimedia Commons
Bending Angle Bars
Angle bar bending is a cost-effective approach to creating items with a variety of shapes that may be utilized in a variety of operations. Angle bar sizes vary but they ensure ease of use and are a quick approach to creating new items. Angle bar bending, its relevance, and the methods required for the process are all discussed here.
What is the Definition of Angle Bar Bending?
Angle bar bending is a process that includes applying forces to an angle bar to modify its shape. This is done to obtain the desired form or shape for a manufacturing process. Only the bar’s outward features are affected by the external force. The angle bar’s dimensions, such as length and thickness, remain unchanged. The angle bar’s malleability also allows it to be shaped in a variety of ways.
Methods of Bending Angle Bar
Angle bar bending procedures are similar in that they all have the same end aim of transforming angle bar constructions into the correct shapes. They do, however, operate differently. Knowing how to bend an angle bar requires an understanding of how the methods are determined by elements such as the thickness of the material, the size of the bend, the angle bar bend radius, and the intended purpose.
Not only will the methods described below show you how to bend the angle bar. They’d also show you which ones to use for the best results. The following are the most frequent angle bar bending techniques:
V-bending
Because it is utilized for the majority of bending jobs, this is the most popular bar bending method. The slotted angle bar uses a punch and v-die to bend angle bars at specific angles. The bending punch presses on the angle bar put over the V-die during the procedure.

Photo Courtesy: pxfuel
There are three types of V-bending techniques:
Bottoming
Bottoming, also known as bottom bending, is the process of compressing the angle bar against the bottom of a preset die to create a predetermined angle and shape. The position and form of the die angle determine the bend’s outcome in bottoming. Furthermore, the crushed angle bar cannot bounce back. Because the punch’s force and the angle of the die confirm the angle bar to a permanent structure, this is the case.
Coining
Coining is a bending technique that is popular because of its precision and ability to generate distinct bars. The bars do not spring back during the process. This is because the coin penetrates the angle bar at a limited radius, leaving a dent on the coin that can be used to distinguish bars.
Air Bending
When compared to bottoming and coining, air bending or partial bending is a less precise procedure. However, because it does not require instruments, it is frequently used for its simplicity and ease of manipulation.
There is also a drawback. The only method that is susceptible to angle bar spring back is air bending.
The punch in air bending applies a force to the angle bar that is sitting on both points of the die’s opening. Because the angle bar does not come into touch with the bottom of the die during V bending, a press brake is frequently used.
Roll Bending
The process of bending angle bar into rolls or curved shapes is known as roll bending. To make different curves or a large round bend, the method uses a hydraulic press, a press brake, and three sets of rollers. Because it takes advantage of the spacing between its rollers to generate bends and curves, it helps produce cones, tubes, hollow objects, and of course angle bars.
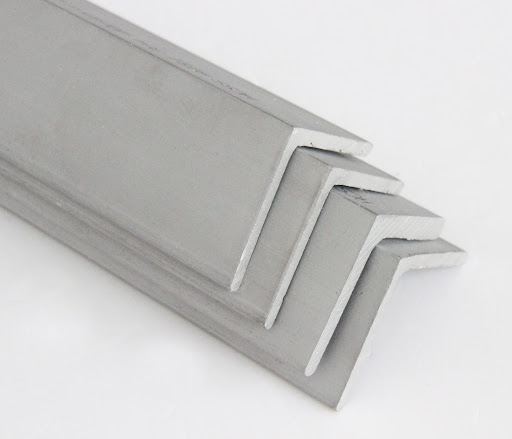
Photo Courtesy: HCADTO
U-Bending
U-bending is similar to V-bending in terms of principle. The main difference is that the shape generated is U-shaped. It uses the identical instrument (except a U-die) and method. U-bending is a popular technique. Other methods, on the other hand, construct the shape more flexibly.
Bending Wipes
Another method for bending angle bar edges is wipe bending. The wipe die determines the process. The angle bar, for example, must be appropriately pressed onto the wiping die. The wiping is also in charge of determining the bend inner radius of the angle bar.
Rotational Bending
This kind of bending has a benefit over wipe bending or V-bending in that it does not cause the material’s surface to be scratched. It’s also great for bending materials into sharp corners. It’s employed in bending corners that are more than 900 degrees, for example.
Allowance for Bending Angle Bars
Bend allowance is a manufacturing term that refers to the space set aside to permit the stretching and bending of the angle bar. The physical dimensions of the angle bar are altered as it is bent from its original flat configuration. The material compresses and stretches on the inside and outside due to the force used to bend it.
CITATIONS:
- “Angle Bars.” TKL Steel Corp, tkl.com.ph/product/angle-bars/#:~:text=Also%20known%20as%20L%2DBracket. Accessed 22 Oct. 2021.
- “Bending Basics: The Fundamentals of Heavy Bending.” Www.thefabricator.com, www.thefabricator.com/thefabricator/article/bending/bending-basics-the-fundamentals-of-heavy-bending.
- “Sheet Metal Bending: Basics, Allowance, and Tips | RapidDirect Blog.” Rapid Direct, 28 Mar. 2021, www.rapiddirect.com/blog/how-to-bend-sheet-metal. Accessed 22 Oct. 2021.
![]()




 Facebook
Facebook
 Instagram
Instagram
 Linkedin
Linkedin
 Twitter
Twitter
 Youtube
Youtube